|
|
| ब्रांड नाम: | kingrail |
| मॉडल संख्या: | 500 मिमी |
| एमओक्यू: | बातचीत योग्य |
| कीमत: | बातचीत योग्य |
| डिलीवरी का समय: | 1-30 कार्य दिवस |
| भुगतान की शर्तें: | एल/सी, डी/ए, डी/पी, टी/टी, वेस्टर्न यूनियन, मनीग्राम |
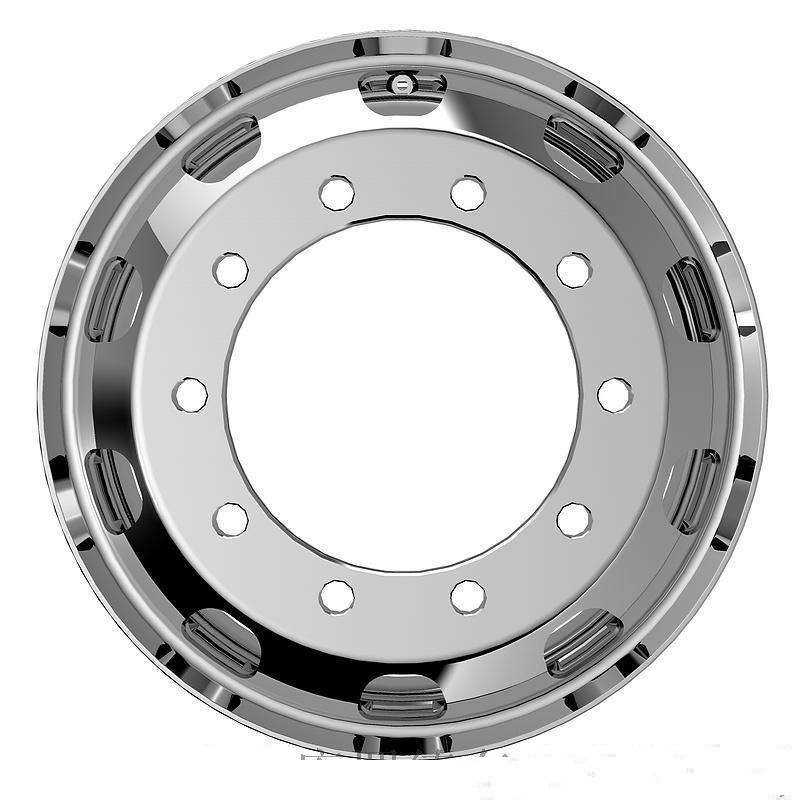
मोल्ड के साथ उत्पादित फोर्जिंग लाइट कार T6 एल्यूमीनियम मिश्र धातु पहियों का परिचय
हल्के लोड रेल कारों के लिए जाली अल मिश्र धातु टी 6 पहियों अनुकूलित उत्पादन एक हल्का जाली एल्यूमीनियम मिश्र धातु पहिया है, जो एक बाहरी पहिया होंठ, एक आंतरिक पहिया रिम कूबड़, एक रिम, एक बाहरी पहिया रिम कूबड़, एक आंतरिक पहिया होंठ, ए से बना है। व्हील स्पोक, एक निकला हुआ किनारा और एक वजन घटाने वाली नाली, और इसमें विशेषता है: बाहरी पहिया होंठ, एल्यूमीनियम मिश्र धातु पहिया फोर्जिंग विधि में निम्नलिखित चरण शामिल हैं: S10, रिक्त को गर्म करना, और रिक्त को पूर्व निर्धारित फोर्जिंग तापमान पर गर्म करना;S20, लोअर डाई असेंबली के पहले फोर्जिंग स्टेशन पर हीटेड ब्लैंक रखते हुए, पहले फोर्जिंग स्टेशन के ऊपरी डाई और लोअर डाई को संरेखित किया जाता है और नीचे की ओर ले जाया जाता है, और ऊपरी डाई, हफ डाई रिंग और निचला डाई सहयोग करते हैं एक दूसरे को रिक्त स्थान की पहली फोर्जिंग प्रक्रिया का एहसास करने के लिए, और पहले फोर्जिंग आकार का हब प्राप्त करें;S30, निचली डाई असेंबली दूसरे फोर्जिंग स्टेशन को ऊपरी डाई के निचले हिस्से में ले जाती है, ऊपरी डाई और हफ़ डाई रिंग नीचे जाती है और निचली डाई के साथ सहयोग करती है, और दूसरी फोर्जिंग प्रक्रिया पहले जाली हब पर की जाती है। दूसरा जाली हब प्राप्त करें।
जाली एल्यूमीनियम मिश्र धातु पहियों और अन्य पहियों के बीच का अंतर और बाजार में जाली एल्यूमीनियम मिश्र धातुओं की सहायक स्थिति।
KINGRAIL के अद्वितीय एल्यूमीनियम व्हील हब मशीनिंग टूलिंग ने एल्यूमीनियम व्हील हब मशीनिंग प्रक्रिया की पहली प्रक्रिया में एल्यूमीनियम व्हील हब की आंतरिक शंकु सतह की स्थिति और केंद्रीकरण की विधि को बदल दिया है, और बाहरी सर्कल और एंड फेस सेंटरिंग और पोजिशनिंग की प्रक्रिया विधि को अपनाता है। .पोजिशनिंग ब्लॉक या फिक्स्ड क्लॉ ब्लॉक की टूलींग एल्यूमीनियम व्हील हब की मशीनिंग प्रक्रिया को और अधिक उचित बनाती है, पोजिशनिंग और सेंटरिंग अधिक सटीक होती है, टूलींग निर्माण के लिए सुविधाजनक है, पोजिशनिंग सटीकता में सुधार होता है, उत्पाद की योग्य दर बहुत सुधार हुआ है, और अधिक से अधिक आर्थिक लाभ उत्पन्न होते हैं।
मोल्ड के साथ उत्पादित फोर्जिंग लाइट कार T6 एल्यूमीनियम मिश्र धातु पहियों की ताकत
आविष्कार एक एल्यूमीनियम बार फोर्जिंग प्रक्रिया का खुलासा करता है, जिसमें निम्नलिखित चरण शामिल हैं।एल्यूमीनियम तरल ठंडा होने के बाद, एल्यूमीनियम तरल एक एल्यूमीनियम ब्लॉक बन जाता है, ताकि ठंडा एल्यूमीनियम ब्लॉक मोल्ड से बाहर निकल जाए, और फिर एल्यूमीनियम ब्लॉक जाली हो।फोर्जिंग को गर्म करने और पीटने से होता है, और एल्यूमीनियम ब्लॉक को बंदूक से गर्म किया जाता है, स्वचालित हथौड़ा मारने की मशीन का उपयोग पिटाई के लिए किया जाता है, कई बार दोहराया जाता है, हथौड़ा वाले एल्यूमीनियम ब्लॉक के किनारे को हटाने और आकार की मरम्मत के लिए।
| विवरण | मोल्ड के साथ निर्मित फोर्जिंग लाइट कार T6 एल्युमिनियम अलॉय व्हील्स |
| प्रकार | रेलवे ट्रेन के पुर्जे |
| आवेदन | वाल्व औद्योगिक |
| प्रसंस्करण | निवेश कास्टिंग + मशीनिंग + पीस |
| सामग्री | मिश्र धातु/एल्यूमीनियम/स्टेनलेस स्टील |
| वज़न | 20 किलो |
| सहिष्णुता | आईएसओ 8062 सीटी4-6 . द्वारा नियंत्रित |
| डिजाइन समर्थन | प्रो-ई, यूजी, सॉलिडवर्क्स, ऑटोकैड, पीडीएफ |
| गुणवत्ता नियंत्रण | सामग्री, आयाम, प्रदर्शन, दोषों के अंदर, संतुलन परीक्षण |
| मानक | एएसटीएम, डीआईएन, जेआईएस, आईएसओ, जीबी मानक |
![]()